
24小时咨询热线:0512-55578300
全国咨询热线:13862635620

(1)缝包机穿线:按规定正确的顺序路迹穿针线和夹线器及过线柱孔,不能错穿漏穿。否则会造成不缝包、断线或跳线;
(2)缝包机线的张力:线的松紧是成功缝包的一个重要因素,调整不当就会造成断线、跳针及肋破袋子。比较厚的袋子线的张力夹线器稍微放松一点;轻材料拧紧线张力调节器;根据针距和袋厚的不同调整线的给进速率;在调整针线的松紧时,必须相应调整夹线器的松紧度。
(3)缝包机压脚压力:如果缝包线的反面看起来像被送布牙划破的痕迹,或者实际针距比预设的送布牙给进速度小,则表明压力太大,这时应该松开压脚杆弹簧调节螺帽;如果缝包机缝线不直或不均匀,这时应该拧紧压脚杆弹簧调节螺帽来调高压力;另外在缝制厚一些材料时减小压力,在缝制塑料编织袋和其它薄一些材料时增加压力。
(4)缝包机弯针(勾针)的调整:沿前进方向转动皮带轮,调整双臂曲柄,使针处于***收起位置时打环器断头离开针的中心线7mm;
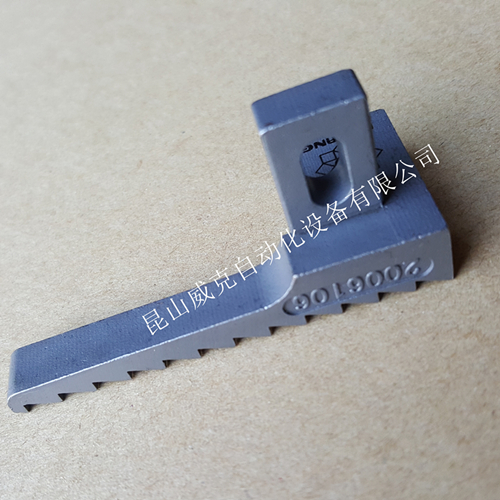
(5)缝包机进给机构的调整:确保送布牙在通过时不要碰到针板,缝包机前送布牙中齿与针板之间应有1.5mm的间隙;后送布牙比前送布牙调低0.1mm,缝包机针脚宽度可根据需要从7mm调到11.5mm;当改变针脚的宽度时,由于针导板和针之间的间隙也会改变,所以针导向板也必须相应调整。
(6)缝包机剪刀的调整:先关闭气源,为了使上/下刀片咬合,手动移动上刀片,当两个刀片咬合时,将两个刀片尾端之间间隙调至0.1—0.2mm.正常是手动轻轻推过去试一下看切断情况进行微调。














 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线

管理员
该内容暂无评论